全部
▼
热搜:


 431
431
 0
0
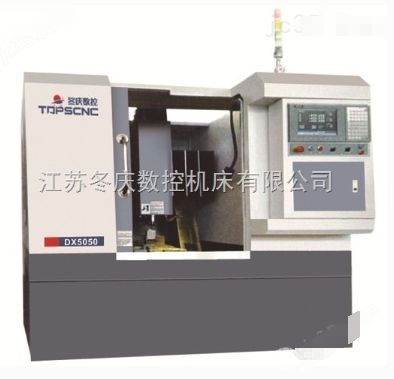
高精度中走丝线切割机加工精度高,光洁度高、切割速度快、钼丝损耗小等特点。科学先进的双紧丝恒张力控制电极丝装置,保证机床多年使用无单边松丝现象。机械传动配有精密进口直线导轨,精密滚珠丝杠。中走丝电火花线切割机床加工表面粗糙度:Ra≤1.0μm,切割检验样件加工精度为±0.01mm。





 361
0
361
0
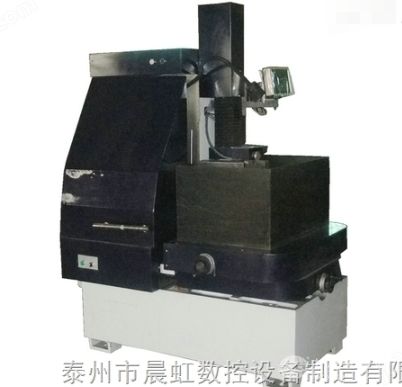
超大型数控金刚石砂线切割机概况:CHSX50/100型超大型数控金刚石砂线切割机是我公司为用户定做的大型石墨线切割机床,用于切割尺寸1000×500×800mm(长×宽×高)的石墨坩埚。
 372
0
372
0
采用电火花线切割数控加工直齿锥齿轮理论上精度可达4级。可加工高强度、高韧性、高硬度等机械方式难加工材料,如钛合金”、“硬质合金”、 淬火材料等锥齿轮。我公司制造高精度超大行程直径2米以上机床满足特殊锥齿轮高精度等级的加工要求。
 371
0
371
0
往复金刚石线旋转点切割机,本款机床就是之前公司推出的摆动式金刚石线切割机床。可实现金刚石线与料的点接触切割。切割阻力不随切割深度变化而变化,使切割面形成*而实现被切材料的平整度、平行度能够达到切片的技术指标,并可替代粗磨工序。
 367
0
367
0
晨虹是采用线切割技术,用电镀金刚石线作为切削工具对于硅、石墨、蓝宝石、陶瓷等脆性材料进行机械切割。将工件固定在工作台上,该工作台可前后进给运动。在工作台的上方有导向轮,该导向轮带动金刚石线上升或下降,金刚石砂线以6~8m/s的速度对工件进行切割。
 375
0
375
0
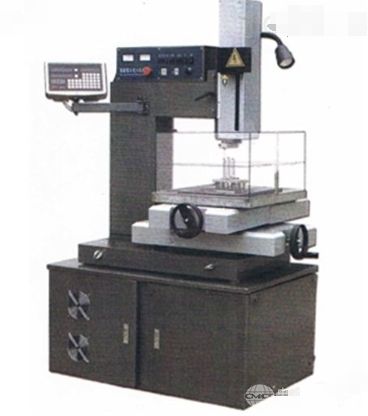
本机床均可精密加工回转类金属零件的齿部,如:精密分度齿盘、高速钢圆锯片的齿部等盘类金属零件的齿部加工。该机床控制部分由电脑编程软件完成绘图并生成程序代码指令,由驱动模块、高频功放和丝线控制系统组成一体化。机床由数控可倾斜精密回转台、收放丝机构、丝架进给和升降工作台、切割液供给回收过滤系统几部分组成。工作台上安装精密光栅尺,丝线定位和行程数据直观显示。上、下丝架安装在直线导轨上由电机带动升降并由光栅尺显示两丝架间距离,便于调整两水咀间跨度。

 449
0
449
0
该设备主要用于对各类模具、电极、精密零部件制造,硬质合金、淬火钢、石墨、铝合金、结构钢、不锈钢、钛合金、金刚石等各种导电体的复杂型腔和曲面形体加工。具有加工精度高,光洁度高、切割速度快、钼丝损耗小等特点。


 410
0
410
0
慢走丝线切割(Slow Wire EDM)是一种电火花加工技术,用于通过放电腐蚀方式进行金属材料的切割和加工。它通过在导体表面产生高频脉冲电流,将导线作为电极,并以缓慢速度穿过待加工的材料,从而实现对材料的精确切割。







 430
0
430
0
无毂粉碎格栅主要由两栖电机、减速机、机身、切割刀片、垫片、主动轴、从动轴、中间支承轴、密封装置、机座等组成。




 2025年10月15日 ~ 17日
2025年10月15日 ~ 17日 
 2025年09月26日 ~ 28日
2025年09月26日 ~ 28日  2025年09月25日 ~ 27日
2025年09月25日 ~ 27日  2025年09月25日 ~ 27日
2025年09月25日 ~ 27日  2025年09月19日 ~ 21日
2025年09月19日 ~ 21日 
















































































